|
|
|
|
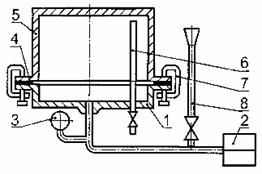
Рекомендации по проведению гидравлических испытаний взрывонепроницаемых оболочек и их частейЖ.1 Гидравлические испытания рекомендуется проводить на испытательном стенде, оборудованном устройством, к которому прикрепляют испытуемую часть оболочки, путем создания устройством необходимого давления жидкости, например насосом и прибором для измерения давления. На рисунке Ж.1 показана примерная принципиальная схема, по которой проводят гидравлические испытания. В качестве испытательной жидкости рекомендуется применять воду. Ж.2 Испытуемая оболочка не должна содержать внутри частей, которые могут быть повреждены при гидравлических испытаниях. Ж.3 Для соединения частей оболочки между собой или прикрепления их к стенду могут применяться болты, струбцины или другие крепежные приспособления. При этом крепление производят только в местах, предусмотренных для этой цели конструкцией оболочки. Не допускается: - крепление на участках между отверстиями для болтов; - накладка на стенки или фланцы испытуемой части планок или других приспособлений; - крепление части оболочки к стенду при помощи устройства, действующего непосредственно на ее стенки. Ж.4 Перед испытаниями оболочка или ее часть должна быть очищена. Имеющиеся в оболочке отверстия для валиков управления, проходных зажимов или для других целей закрывают, например, резиновыми шайбами и пробками. Места соединения частей оболочки со стендом или между собой уплотняют резиновыми прокладками. Прокладки должны быть чистыми, без повреждений и хорошо подогнаны. Перекрытие прокладками глухих отверстий не допускается. Ж.5 При заполнении оболочки водой из нее удаляют воздух через специальное устройство, как показано на рисунке Ж.1, или через одно из отверстий, имеющихся в оболочке. В последнем случае отверстие закрывают после заполнения оболочки водой. Ж.6 Перед испытанием наружную поверхность оболочки вытирают насухо. Ж.7 Давление воды плавно доводят до установленного значения. Ж.8 Испытательное давление поддерживают в течение времени, необходимого для осмотра оболочки, но не менее 10с. Если наблюдается выпучивание стенок, испытательное давление выдерживают в течение не менее 2 мин. При испытаниях деталей или оболочек, изготовленных литьем из нержавеющей стали и алюминиевых сплавов, а также из пластмасс, допускается вызванное потением каплепадение, не превышающее одной капли в 1 мин на каждые 1000м2 поверхности испытуемой детали или оболочки. При гидравлических испытаниях электроизоляционных колодок, установленных во взрывонепроницаемой перегородке внутри оболочки, количество капель не нормируют. Ж.10 При наличии деформации взрывозащитных поверхностей допускается исправление их механической обработкой, после чего оболочку или ее часть подвергают повторным гидравлическим испытаниям. Если и при повторных испытаниях произойдет деформация взрывозащитных поверхностей, оболочку или ее часть бракуют. После гидравлических испытаний допускается также производить дополнительную механическую обработку частей оболочки при сохранении нормируемых размеров деталей без последующих гидравлических испытаний. При этом максимальная толщина снятого металла должна согласовываться с испытательной организацией.
1 - стенд для гидравлических испытаний; 2 - устройство для создания давления воды (насос); 3- прибор для измерения давления; 4 - резиновая прокладка; 5 - испытуемая деталь; 6 - трубка для выхода воздуха при заполнении водой; 7 - струбцина для крепления испытуемой детали к стенду; 8 - трубка для предварительного заполнения оболочки водой Рисунок Ж.1 - Принципиальная схема для проведения гидравлических испытаний Ж.11 Если при испытаниях стальной оболочки обнаружены сквозные раковины, пустоты или пористость, дающие каплепадение большее, чем указано в Ж.9, допускается производить вырубку дефектных мест последующей их заваркой. Исправления аналогичных дефектов на оболочке из чугуна может производиться электросваркой постоянным током медными электродами, обернутыми тонким листовым железом. Допускаются другие методы исправления дефектов, согласованные с испытательной организацией. После устранения дефектов оболочка должна подвергаться повторным гидравлическим испытаниям. Ж.12 Алюминиевые оболочки или их части, имеющие раковины, пористость и другие дефекты, приводящие при гидравлических испытаниях к образованию струек воды, бракуют. Исправление алюминиевых и чугунных частей оболочек, в которых при гидравлических испытаниях обнаружено каплепадение, превышающее допустимое значение по Ж.9, допускается производить опрессовкой их 25%-ным раствором бакелитового лака или жидкого стекла. Перед опрессовкой лаком части оболочки должны просушиваться в течение 2-3 ч при температуре 150°С. Перед опрессовкой жидким стеклом части оболочки должны нагреваться до температуры 85-90°С. При опрессовке оболочку или ее часть выдерживают под давлением до появления на наружной поверхности в дефектных местах лака или жидкого стекла. Оболочка или ее часть, спрессованная лаком, после воздушной сушки в течение 1,5-2 ч подвергают термообработке в печи в течение 4-4,5 ч при постепенном повышении температуры от 25-35°С до 160-180°С. Оболочку или ее часть, спрессованную жидким стеклом, подвергают сушке при температуре 100-110°С в течение 10-15 мин. Исправленная оболочка или ее часть должна подвергаться повторному гидравлическому испытанию. Результаты повторных испытаний являются окончательными. |
|
|